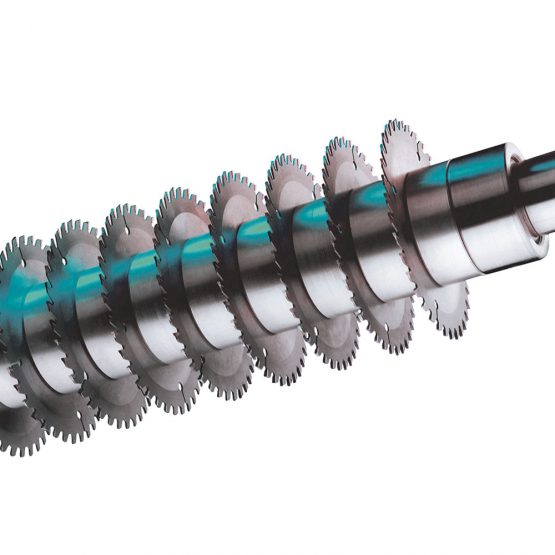
Profilfräser Z700
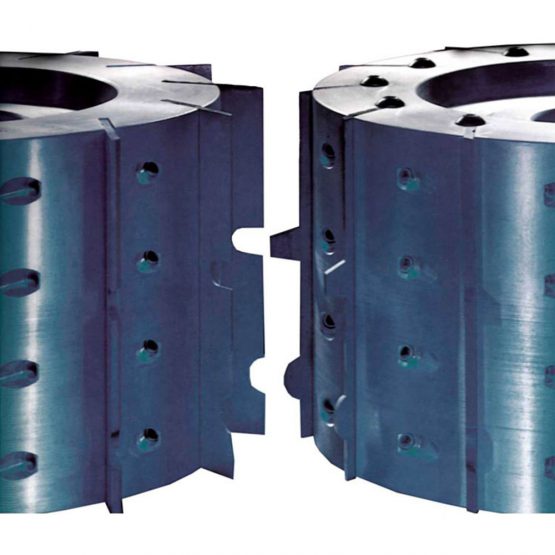
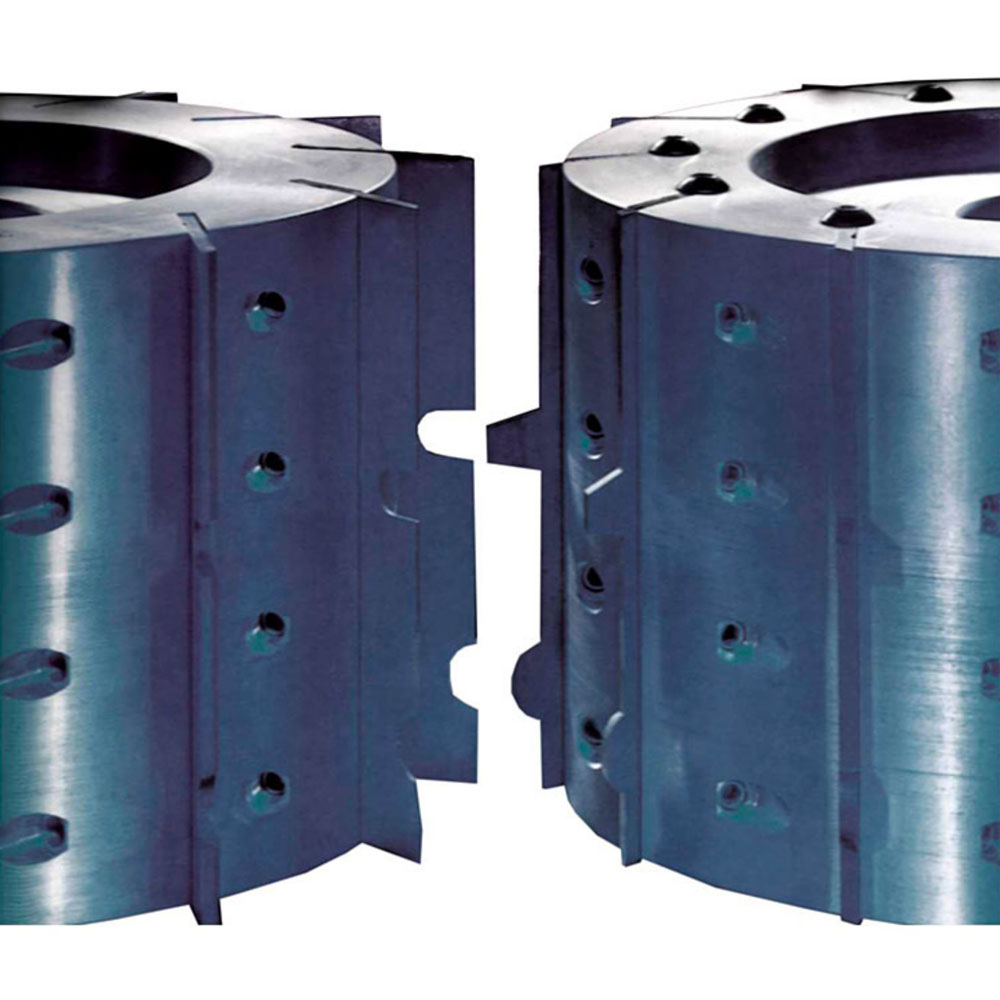
Schaumstoff Raspel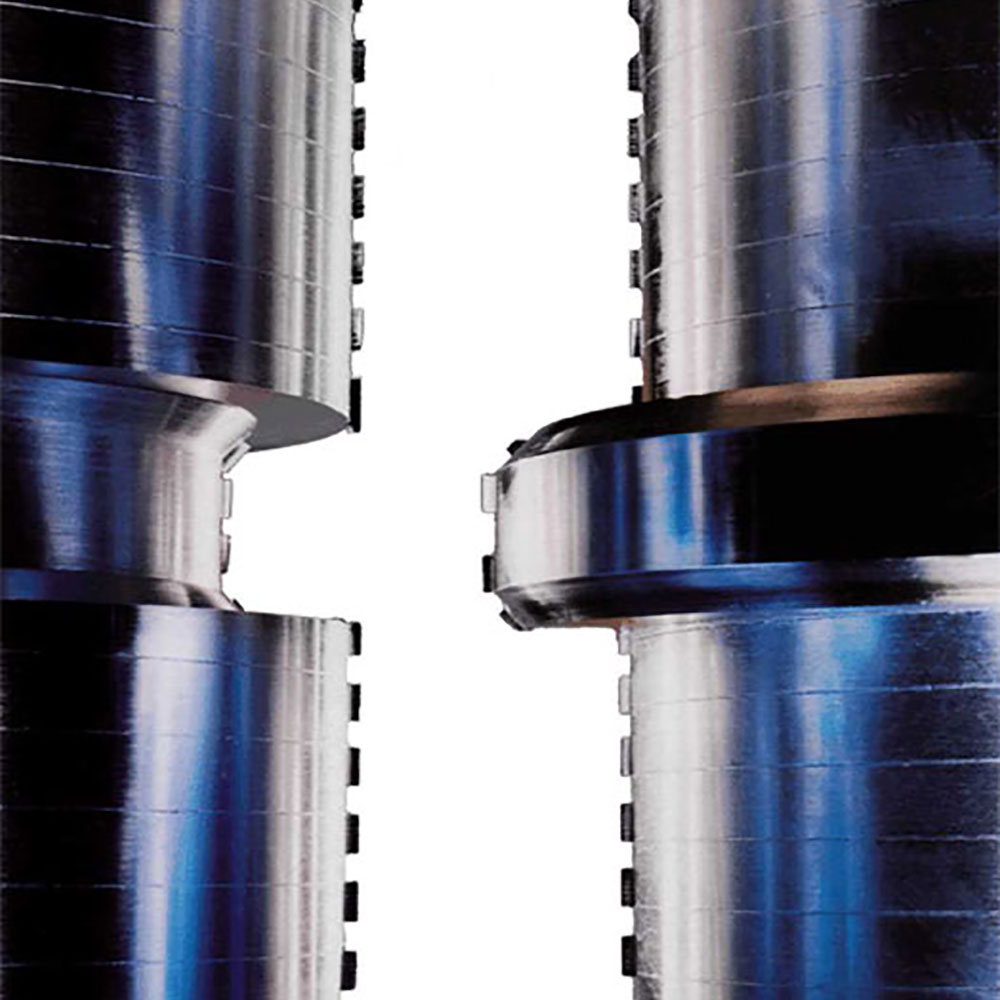

Profilfräser Z700
Schaumstoff Raspel
ZEIM-Recyclingfräser für expandiertes Polystryrol (EPS)
Problemstellung:
Erzeugung eines zur Wiederverwendung tauglichen Frässpanes, der ein Zusetzen der Spaltsiebe in der Blockform vermeidet. Dabei zeigt die Oberflächengüte ein akzeptables Fräsbild.
Lösung:
Die Schneidengeometrien wurden gegenüber der herkömmlichen Raspelverzahnung grundsätzlich verändert, d. h. mit einer geringen Anzahl von Schneidenreihen (die aber dennoch eine ausreichende Überlappung der Schneiden garantiert) wird bei entsprechenden Drehzahl- und Vorschubparametern die gewünschte Fräskorngröße erzeugt.
Bedingung:
Um die Stillstandzeiten (Reinigung der Spaltsiebe) bei der Herstellung von EPS mit wiederverwendbaren Frässpänen möglichst gering zu halten, ist die Verwendung einer Entstaubungsanlage unbedingt erforderlich,
– zum einen, um den im Rohgranulat bzw. durch die Zerkleinerungsmaschine entstandenen Staub zu filtrieren.
– zum anderen, um die bei der spanenden Bearbeitung zu ca. 10% auftretenden Feinspäne zu entfernen.

{kind=link}
{kind=link}
{kind=link}